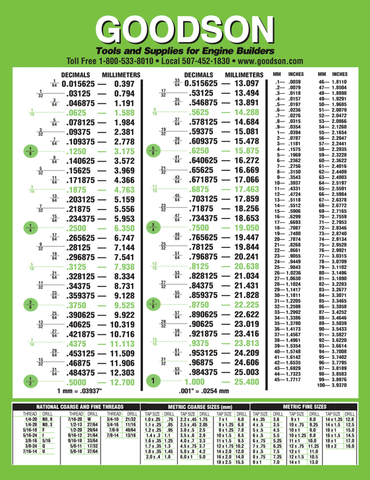
Decimal Conversion At a Glance
Why hunt for a calculator to convert fractions to decimal and back again when we've done all the work for you?
1-800-533-8010 | 507-452-1830
156 Galewski Dr. | Winona, MN 55987
 The variety of crankshaft polishing belts can seem overwhelming at times. After all, you have straight edged, scalloped edged, premium, micro polishing, fine polishing, super-micro polishing, cork, grit, grain, backing material, bond and the list goes on.
The variety of crankshaft polishing belts can seem overwhelming at times. After all, you have straight edged, scalloped edged, premium, micro polishing, fine polishing, super-micro polishing, cork, grit, grain, backing material, bond and the list goes on.
Today, we're going to explain some of the differences and how to choose the right belt for the crankshaft you're polishing.
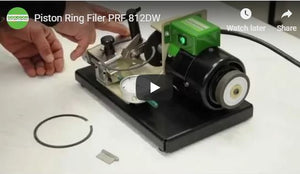
We're getting close to the end of our series on Rod & Piston Work. So far we've talked about Connecting Rod Basics, Measuring, Machining and Removing & Installing Pins and Bushings. In this edition of Tech Notes, we'll be looking at Piston Ring Fitting including a video about the Goodson Powered Piston Ring Filer.


Pistons should be inspected and measured at several locations including the skirt, top, middle and bottom ring lands and the pin bore.
The skirt should always be measured exactly 90º from the pin bore. The actual height location may vary from manufacturer to manufacturer, but most specify a location the same height as the pin bore location.